The control method of CNC valve spool end grinder is introduced in this paper. The grinding method of valve spool end face was studied.
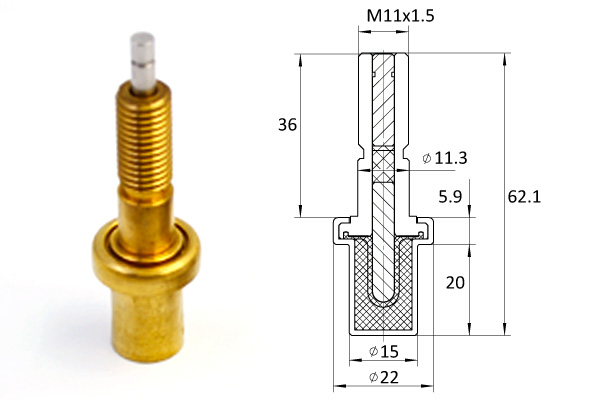
The methods of dressing wheel with diamond pen and automatic compensation for dressing are studied. The display, thermostatic element control and management of valve spool end grinding are numerically controlled by touch screen man-machine dialogue and Trio motion controller. With the wide application of electro-hydraulic servo valves. In the manufacturing process of servo spool, the grinding of four ends of spool and valve sleeve has attracted more and more attention. The traditional grinding equipment for four end faces of valve spool is manually operated by mechanical transmission grinder. The grinding wheel is manually repaired with low machining accuracy, repeated manual tool setting, low processing efficiency and high labor intensity. In order to improve the accuracy and efficiency of grinding the four ends of the valve core, the CNC valve core end grinder was designed and the control method of the valve core end grinding was studied. Precision requirements: Fig.
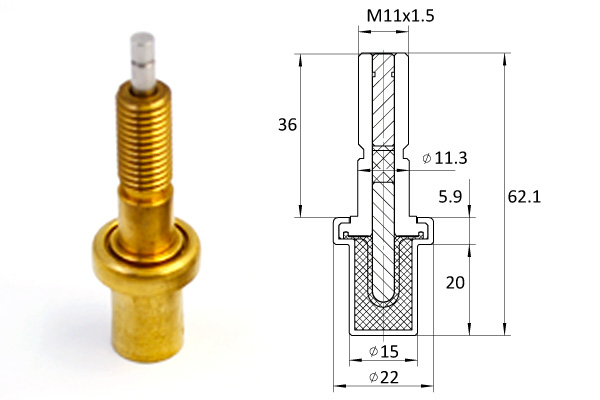
1, the distance between 1# and 3# end face is L1 0.005mm, and the distance between 2# and 4# end face is L2 0.005mm. Then Z axis positioning accuracy requirements: 0.005mm; end face requirements and A outer circle vertical. After the first grinding, the valve core and the valve sleeve are fitted with a hydraulic flow test bench to detect the continuous grinding quantity of each end face. The second time and the third time are precision grinding until qualified. Place Z on the side of the end grinding and finishing station. All machine tool processing stipulates that Z axis should start from Z beginning, and every process should be completed back to Z beginning, then proceed to the next process. The Z-axis absolute coordinates of the grinding starting point of 1_end gri End grinding X-axis depth: End grinding height H = 0.6mm, must be circular A tool. End feed speed: End feed speed is proportional to the spindle speed of the workpiece. Unit: mm/lap. Grinding method: There are two situations when the valve core and the valve sleeve are matched: one is that four end faces are required to have a certain amount of grinding; the other is that a certain amount of grinding is needed for one end face. So the designed grinding methods are continuous grinding and single-end grinding. In single-end grinding, the end number should be selected, and only the selected end number should be grinded. Normal grinding and repairing grinding: First grinding 1~4 After grinding, the controller should remember the amount of grinding at the four ends. When re-grinding is selected, the position of the last grinding quantity is remembered and then grinded according to the newly calculated grinding quantity. It avoids wasting time in empty tool grinding.

When grinding the next spool, it must be set to normal grinding. After 3-5 cycles of polishing, the Z-axis retracts 0.
03mm, the X-axis retracts to zero, and the Z-axis retracts to Z-initial position. The shape of grinding wheel head is determined according to the process of valve core. The shape of the new grinding wheel is 400 10.

The grinding head is trimmed as shown in Figure 2. The grinding head is locally rectangular H1 *W (e.
g. 7mm *4mm). W dresses the bottom of the grinding wheel. Three diamond pens are mounted on the Z axis. Grinding head height H1: H3 = H1-_6, and H3 > H = 0.6mm, where H3 represents the height of the bottom of the grinding wheel repaired by the powder diamond pen of 6, because the end of the height H3 range is vertical to the bottom of the grinding wheel. The end face of the valve core is grinded with this section of grinding wheel.
The controller automatically calculates the dynamic linear velocity of the current grinding wheel. Pen trimming starting point coordinates requires compensation. The starting point coordinates of each end face grinding of the valve core also need to be compensated. P = P S, where P represents the cumulative amount of trimming and S represents the amount of each trimming. Starting point coordinates and trimming starting point coordinates compensation.
The head is knocked off and the shape of the grinding wheel head is repaired. Mm, Z axes exit 0.03 mm, X axes exit zero, Z axes return to Z initial position. The left side is trimmed with the right side. If the grinding sound is displayed at -0.002mm, the grinding quantity is judged to be 0.002mm more.
End grinding accuracy can be monitored. CONCLUSION: The control method of valve spool end grinding is reasonable and numerical control is realized. The processing accuracy and efficiency are improved. The parameters of man-machine interface are set intuitively and conveniently, and the dynamic display of the side input of the end face is convenient for monitoring the processing accuracy. But manual tool setting requires the proficiency and skill of the operator. In the future, the intelligent tool setting will be developed.